MANUFACTURING
PROCESSES
Metal Casting
Metal Rolling
Metal Forging
Metal Extrusion
Metal Drawing
Sheet Metal
Powder Processes

|
Metal Forming
Metal forming is a general term for a large group, that includes a wide variety of manufacturing processes. Metal forming processes are characteristic in that the metal being processed is plastically deformed to shape it into a desired geometry. In order to plastically deform a metal, a force must be applied that will exceed the yield strength of the material. When low amounts of stress are applied to a metal it will change its geometry slightly, in correspondence to the force that is exerted. Basically it will compress, stretch, and/or bend a small amount. The magnitude of the amount will be directly proportional to the force applied. Also the material will return to its original geometry once the force is released. Think of stretching a rubber band, then releasing it, and having it go back to its original shape. This is called elastic deformation. Once the stress on a metal increases past a certain point, it no longer deforms elastically, but starts to undergo plastic deformation. In plastic deformation, the geometric change in the material is no longer directly proportional to stress and geometric changes remain after the stress is released; meaning that the material does not recover its shape. The actual level of stress applied to a metal where elastic deformation turns to plastic deformation is called the proportional limit, and is often difficult to determine exactly. The .002 offset convention is usually used to determine the yield point, which is taken for practical purposes as the stress level where plastic deformation, (yielding), begins to occur. For more information on this topic review the mechanical properties of metals section in a material science text book.
Figure:127 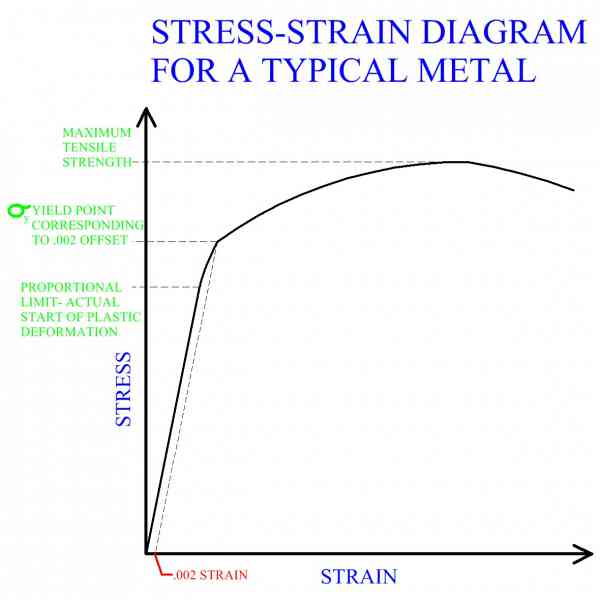
|
It can be seen by the stress-strain graph that once the yield point of a metal is reached and it is deforming plastically, higher levels of stress are needed to continue its deformation. The metal actually gets stronger, the more it is deformed plastically. This is called strain hardening or work hardening. As may be expected, strain hardening is a very important factor in metal forming processes. Strain hardening is often a problem that must be overcome, but many times strain hardening, when used correctly, is a vital part of the manufacturing process in the production of stronger parts.
Flow Stress
During a metal forming operation, it is important to know the force and power that will be needed to accomplish the necessary deformation. The stress-strain graph shows us that the more a work piece is deformed plastically, the more stress is needed. The flow stress is the instantaneous value of the force necessary to continue the yielding and flow of the work material at any point during the process. Flow stress can be considered as a function of strain. The flow stress value can be used to analyze what is going on at any particular point in the metal forming process. The maximum flow stress may be a critical measurement in some metal forming operations, since it will specify the force and power requirements for the machinery to perform the process. The force needed at the maximum strain of the material would have to be calculated in order to determine maximum flow stress.
For different types of metal forming processes, the flow stress analysis may be different. For a process like forging, the maximum flow stress value would be very important. However, for a process like extrusion, where the metal is continuously being deformed and the different stages of the metal's deformation are occurring simultaneously, it is of interest to analyze the mean flow stress value.
Strain Rate
The strain rate for any particular manufacturing metal forming process is directly related to the speed at which deformation is occurring. A greater rate of deformation of the work piece will mean a higher strain rate. The specific process and the physical action of the equipment being used has a lot to do with strain rate. Strain rate will affect the amount of flow stress. The effect strain rate has on flow stress is dependent upon the metal and the temperature at which the metal is formed. The strain rate with relation to flow stress of a typical metal at different temperatures is shown in figure:128.
Figure:128 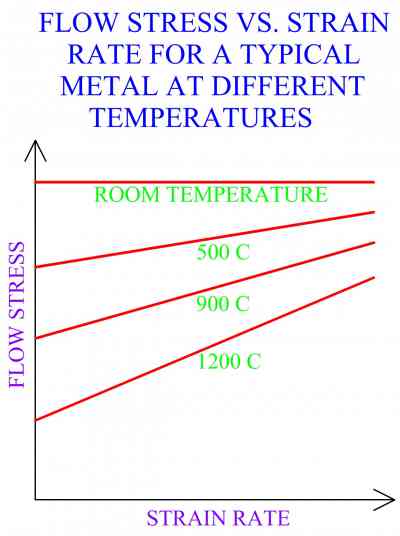
|
Effect Of Temperature In Metal Forming
Properties of a metal change with an increase in temperature. Therefore, the metal will react differently to the same manufacturing operation if it is performed under different temperatures and the manufactured part may posses different properties. For these reasons, it is very important to understand the materials that we use in our manufacturing process. This involves knowing their behavior at various temperature ranges. In industrial metal forming manufacture, there are three basic temperature ranges at which the metal can be formed, cold working, warm working, and hot working.
Cold Working
Cold working, (or cold forming), is a metal forming process that is carried out at room temperature or a little above it. In cold working, plastic deformation of the work causes strain hardening as discussed earlier. The yield point of a metal is also higher at the lower temperature range of cold forming. Hence, the force required to shape a part is greater in cold working than for warm working or hot working. At cold working temperatures, the ductility of a metal is limited, and only a certain amount of shape change may be produced. Surface preparation is important in cold forming. Fracture of the material can be a problem, limiting the amount of deformation possible. In fact, some metals will fracture from a small amount of cold forming and must be hot formed. One main disadvantage of this type of process is a decrease in the ductility of the part's material, but there are many advantages. The part will be stronger and harder due to strain hardening. Cold forming causes directional grain orientation, which can be controlled to produce desired directional strength properties. Also, work manufactured by cold forming can be created with more accurate geometric tolerances and a better surface finish. Since low temperature metal forming processes do not require the heating of the material, a large amount of energy can be saved and faster production is possible. Despite the higher force requirements, the total amount of energy expended is much lower in cold working than in hot working.
Warm Working
Warm working, (or warm forming), is a metal forming process carried out above the temperature range of cold working, but below the recrystallization temperature of the metal. Warm working may be preferred over cold forming because it will reduce the force required to perform the operation. Also, the amount of annealing of the material that may have been necessary for the cold formed part may be less for warm working.
Hot Working
Hot working, (or hot forming), is a metal forming process that is carried out at a temperature range that is higher than the recrystallization temperature of the metal being formed. The behavior of the metal is significantly altered, due to the fact that it is above its recrystallization temperature. Utilization of different qualities of the metal at this temperature is the characteristic of hot working.
Although many of these qualities continue to increase with increasing temperature, there are limiting factors that make overly high temperatures undesirable. During most metal forming processes the die is often cold or slightly heated. However, the metal stock for hot working will usually be at a higher temperature relative to the die. In the design of metal forming process, it is critical to consider the flow of metal during the forming of the work. Specific metal flow, for different forming processes, is discussed in latter sections under each specific process. For metal forming manufacturing, in general, the temperature gradient between the die and the work has a large effect on metal flow during the process. The metal nearer to the die surfaces will be cooler than the metal closer to the inside of the part, and cooler metal does not flow as easily. High temperature gradients, within the work, will cause greater differences in flow characteristics of different sections of the metal, these could be problematic. For example, metal flowing significantly faster at the center of the work compared to cooler metal near the die surfaces that is flowing slower, can cause part defects. Higher temperatures are harder to maintain throughout the metal forming process. Work cooling during the process can also result in more metal flow variations. Another consideration with hot forming manufacture, with regard to the temperature at which to form the part, is that the higher the temperature the more reactive the metal is likely to be. Also if a part for a hot working process is too hot then friction, caused during the process, may further increase heat to certain areas causing melting, (not good), in localized sections of the work. In an industrial hot metal working operation, the optimum temperature should be determined according to the material and the specific manufacturing process.
When above its recrystallization temperature a metal has a reduced yield strength, also no strain hardening will occur as the material is plastically deformed. Shaping a metal at the hot working temperature range requires much less force and power than in cold working. Above its recrystallization temperature, a metal also possesses far greater ductility than at its cold worked temperature. The much greater ductility allows for massive shape changes that would not be possible in cold worked parts. The ability to perform these massive shape changes is a very important characteristic of these high temperature metal forming processes.
The work metal will recrystallize, after the process, as the part cools. In general, hot metal forming will close up vacancies and porosity in the metal, break up inclusions and eliminate them by distributing their material throughout the work piece, destroy old weaker cast grain structures and produce a wrought isotropic grain structure in the part. These high temperature forming processes do not strain harden or reduce the ductility of the formed material. Strain hardening of a part may or may not be wanted, depending upon the application. Qualities of hot forming that are considered disadvantageous are poorer surface finish, increased scale and oxides, decarburization, (steels), lower dimensional accuracy, and the need to heat parts. The heating of parts reduces tool life, results in a lower productivity, and a higher energy requirement than in cold working.
Selection Of Temperature Range
For A Metal Forming Operation
Production at each of these temperature ranges has a different set of advantages and disadvantages. Sometimes, qualities that may be undesirable to one process may be desirable to another. Also, many times work will go through several processes. The goal is to design the manufacture of a part in such a way as to best utilize the different qualities to meet or enhance the specifications of the part. To produce a strong part with excellent surface finish, then a cold forming process could be a good choice. However, to produce a part with a high ductility a hot forming process may be best. Sometimes the advantages of both hot forming and cold forming are utilized when a part is manufactured by a series of processes. For example, hot working operations may first be performed on a work piece to achieve large amounts of shape change that would not be possible with cold forming due to strain hardening and limited ductility. Then the last process that completes the manufacture of the part is a cold working operation. This process does not require a significant shape change, since most of the deformation was accomplished by the hot forming process. Having a cold forming process last will finish the shape change, while strengthening the part, giving a good surface finish and highly accurate tolerances.
Friction And Lubrication
In Metal Forming
Metal forming processes are characteristic of high pressures between two contacting surfaces. In hot forming operations, these high pressures are accompanied by extreme temperatures. Friction and die wear are a serious consideration in metal forming manufacturing. A certain amount of friction will be necessary for some metal forming processes, but excessive friction is always undesirable. Friction increases the amount of force required to perform an operation, causes wear on tooling, and can affect metal flow, creating defects in the work.
Where friction is involved, lubricants can usually help. For some metal forming processes and materials no lubrication is used, but for many lubrication is applied to contacting surfaces to reduce friction forces. Lubricants used in industry are different depending upon the type of metal forming process, the temperature at which the operation occurs, and the type of material formed. Lubricants should be effective and not produce any toxic fumes. Lubricants used in manufacturing industry for metal forming processes include, vegetable and mineral oils, soaps, graphite dispensed in grease, water based solutions, solid polymers, wax, and molten glass.
Different Types Of
Metal Forming Processes
Metal forming processes can be classified under two major groups. Bulk deformation processes and sheet metal working processes. Bulk deformation is characteristic in that the work formed has a low surface area to volume ratio. In sheet metal working, the metal being processed will have a high surface area to volume ratio. The following is a brief overview of the major metal forming processes that will be covered in detail later.
Bulk Deformation
Rolling: Rolling is a metal forming process that deforms the work by the use of rolls. Rolling processes include flat rolling, shape rolling, ring rolling, thread rolling, gear rolling, and the production of seamless tube and pipe by rotary tube piercing or roll piercing.
Forging: Forging is characteristic in the use of dies to compress and shape a work piece. The die may be flat or may contain an impression of a certain geometry.
Extrusion: Extrusion involves forming by forcing metal through a die opening, producing work of variable length and constant cross section.
Drawing: Drawing is similar to extrusion, in that a length of metal is made to flow through a die opening and forming is done over its cross section. The difference between drawing and extrusion is the application of force to the work piece. In extrusion the work is pushed through the die opening, in drawing the work is pulled through the die opening.
Sheet Metal Working
Shearing: Shearing is the cutting of the work piece, this would include punching holes. Technically shearing does not involve shaping by plastic deformation, but it is a critical process in sheet metal working operations and should be understood along with metal forming processes.
Bending: Bending involves the deformation of the work by way of bending about a certain axis.
Deep Drawing: Deep drawing is a metal forming process in which a flat piece of plate or sheet is forced into a die cavity to take a shape, such as a cup.