METAL CASTING PROCESSES Metal Casting Principles Metal Casting Operation Effect Of Gases On Metal Casting Metal Casting Design Expendable Mold Casting Sand Casting Plaster Mold Casting Ceramic Mold Casting Shell Mold Casting Vacuum Casting or V-process Expanded Polystyrene Casting Investment Casting Permanent Mold Casting Basic Permanent Mold Casting Slush Casting Pressure Casting Vacuum Permanent Mold Casting Die Casting Hot Die Casting Cold Die Casting True Centrifugal Casting Semicentrifugal Casting Centrifuge Casting Ingot Casting Continuous Casting MANUFACTURING PROCESSES Metal Forming Metal Rolling Metal Forging Metal Extrusion Metal Drawing Sheet Metal Powder Processes

|
Metal Casting Process
Basics: Molds, Patterns, Cores And Gating
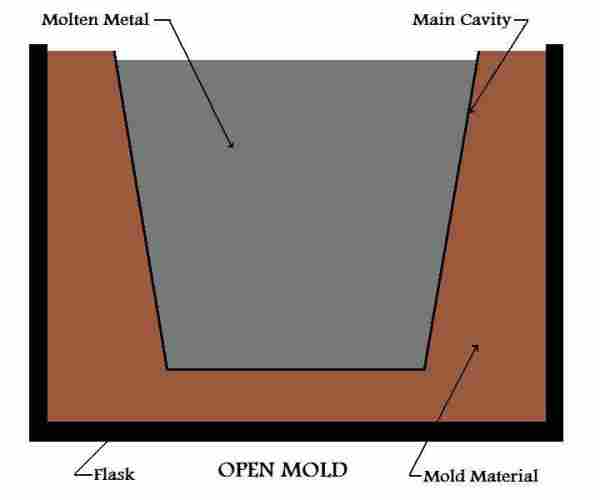
A mold is formed into the geometric shape of a desired part. Molten metal is then poured into the mold, the mold holds this material in shape as it solidifies. A metal casting is created. Although this seems rather simple, the manufacturing process of metal casting is both a science and an art. Let's begin our study of metal casting with the mold. First, molds can be classified as either open or closed. An open mold is a container, like a cup, that has only the shape of the desired part. The molten material is poured directly into the mold cavity which is exposed to the open environment.
Figure:1
|
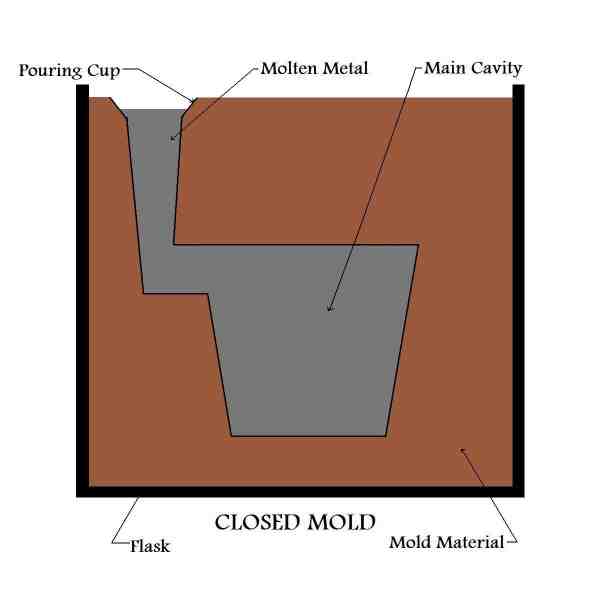
This type of mold is rarely used in manufacturing production, particularly for metal castings of any level of quality. The other type of mold is a closed mold, it contains a delivery system for the molten material to reach the mold cavity, where the part will harden within the mold. A very simple closed mold is shown in figure 2. The closed mold is, by far, more important in manufacturing metal casting operations.
Figure:2
|
There are many different metal casting processes used in the manufacture of parts. Two main branches of methods can be distinguished by the basic nature of the mold they employ. There is expendable mold casting and permanent mold casting. As the name implies, expendable molds are used for only one metal casting while permanent molds are used for many. When considering manufacturing processes, there are advantages and disadvantages to both.
Expendable Mold
|
Permanent Mold
|
Patterns:
Expendable molds require some sort of pattern. The interior cavities of the mold, in which the molten metal will solidify, are formed by the impression of this pattern. Pattern design is crucial to success in manufacture by expendable mold metal casting. The pattern is a geometric replica of the metal casting to be produced. It is made slightly oversize to compensate for the shrinkage that will occur in the metal during the casting's solidification, and whatever amount of material that will be machined off the cast part afterwards. Although machining will add an extra process to the manufacture of a part, machining can improve surface finish and part dimensions considerably. Also, increasing the machine finish allowance will help compensate for unknown variables in shrinkage, and reduce trouble from areas of the metal casting that may have been originally too thin or intricate.
Pattern Material:
The material from which the pattern is made is dependent upon the type of mold and metal casting process, the casting's geometry and size, the dimensional accuracy required, and the number of metal castings to be manufactured using the pattern. Patterns can be made from wood, like pine (softwood), or mahogany (hardwood), various plastics, or metal, like aluminum, cast iron, or steel. In most manufacturing operations, patterns will be coated with a parting agent to ease their removal from the mold.
Cores:
For metal castings with internal geometry cores are used. A core is a replica, (actually an inverse), of the internal features of the part to be cast. Like a pattern, the size of the core is designed to accommodate for shrinkage during the metal casting operation. Unlike a pattern, a core remains in the mold while the metal is being poured. Hence, a core is usually made of a similar material as the mold. Once the metal casting has hardened, the core is broken up and removed much like the mold. Depending upon the location and geometry of the core within the casting, it may require that it is supported during the operation to prevent it from moving or shifting. Structural supports that hold the core in place are called chaplets. The chaplets are made of a material with a higher melting temperature than the casting's material, and become assimilated into the part when it hardens. Note that when manufacturing a metal casting with a permanent mold process, the core will be a part of the mold itself.
The Mold:
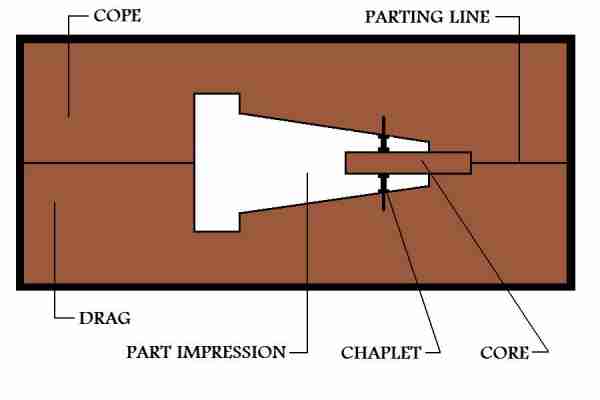
A typical mold is shown in figure 3. Figure:3
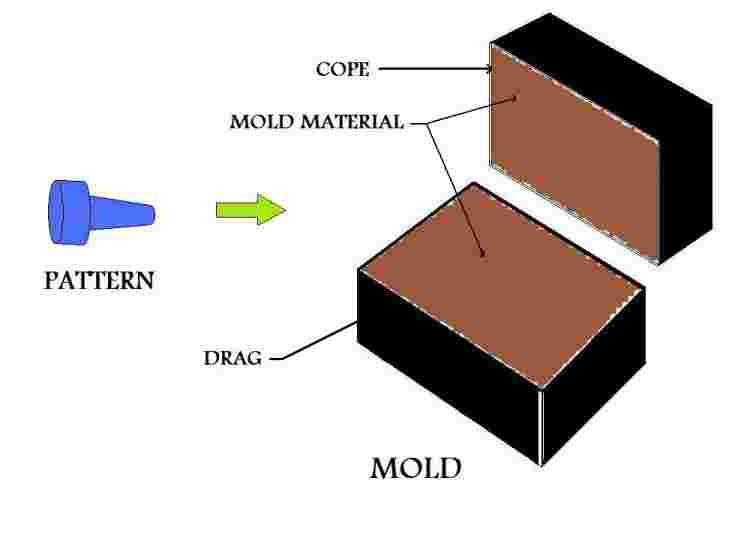
|
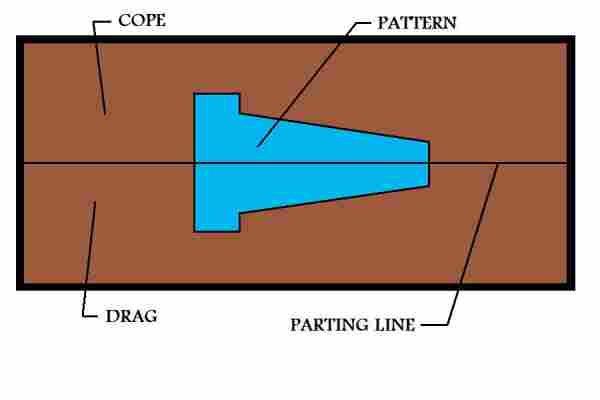
When manufacturing by metal casting, consideration of the mold is essential. The pattern is placed in the mold and the mold material is packed around it. The mold contains two parts, the drag (bottom), and the cope (top). The parting line between the cope and drag allows for the mold to be opened and the pattern to be removed once the impression has been made.
Figure:4
|
The core is placed in the metal casting after the removal of the pattern. Figure 5 shows the pattern impression with the core in place.
Figure:5
|
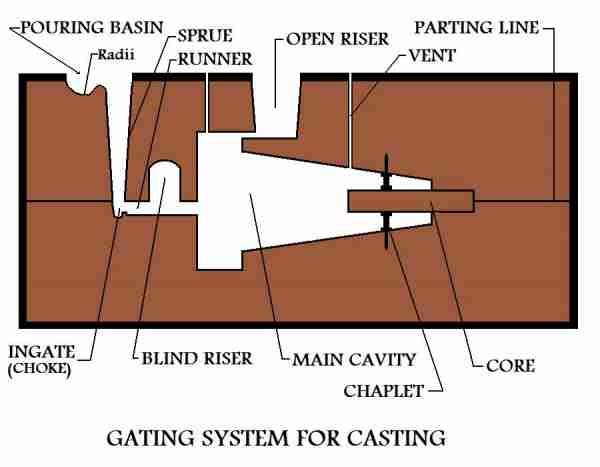
Now the impression in the mold contains all the geometry of the part to be cast. This metal casting setup, however, is not complete. In order for this mold to be functional to manufacture a casting, in addition to the impression of the part, the mold cavity will also need to include a gating system. Sometimes the gating system will be cut by hand or in more adept manufacturing procedures, the gating system will be incorporated into the pattern along with the part. Basically, a gating system functions during the metal casting operation to facilitate the flow of the molten material into the mold cavity.
Elements Of A Gating System:
Pouring Basin:
This is where the molten metal employed to manufacture the part enters the mold. The pouring basin should have a projection with a radius around it to reduce turbulence.
Down Sprue:
From the pouring basin, the molten metal for the casting travels through the down sprue. This should be tapered so its cross-section is reduced as it goes downward.
Sprue Base:
The down sprue ends at the sprue base. It is here that the casting's inner cavity begins.
Ingate/Choke Area:
Once at the sprue base, the molten material must pass through the ingate in order to enter the inner area of the mold. The ingate is very important for flow regulation during the metal casting operation.
Runners:
Runners are passages that distribute the liquid metal to the different areas inside the mold.
Main Cavity:
The impression of the actual part to be cast is often referred to as the main cavity.
Vents:
Vents help to assist in the escape of gases that are expelled from the molten metal during the solidification phase of the metal casting process.
Risers:
Risers are reservoirs of molten material. They feed this material to sections of the mold to compensate for shrinkage as the casting solidifies. There are different classifications for risers. Top Risers: Risers that feed the metal casting from the top. Side Risers: Risers that feed the metal casting from the side. Blind Risers: Risers that are completely contained within the mold. Open Risers: Risers that are open at the top to the outside environment.Figure 6 shows a mold with all its features, ready for metal casting.
Figure:6
|