METAL CASTING PROCESSES Metal Casting Principles Metal Casting Effect Of Gases On Metal Casting Metal Casting Design Expendable Mold Casting Sand Casting Plaster Mold Casting Ceramic Mold Casting Shell Mold Casting Vacuum Casting or V-process Expanded Polystyrene Casting Investment Casting Permanent Mold Casting Basic Permanent Mold Casting Slush Casting Pressure Casting Vacuum Permanent Mold Casting Die Casting Hot Die Casting Cold Die Casting True Centrifugal Casting Semicentrifugal Casting Centrifuge Casting Ingot Casting Continuous Casting MANUFACTURING PROCESSES Metal Forming Metal Rolling Metal Forging Metal Extrusion Metal Drawing Sheet Metal Powder Processes
The Metal Casting Operation
Pouring, Fluidity, Risers, Shrinkage And Other Defects
In the previous section the fundamentals of the metal casting process, as the basic starting point for metal fabrication and part manufacture, were covered. Setup and design of a system to perform a casting operation was explained. Main topics were molds, patterns, cores, and the elements of a gating system. In this section we will explain the operation itself. We will begin by assuming that there is a mold with a proper gating system in place and prepared for the metal casting operation.
Pouring of the Metal:
When manufacturing by metal casting, pouring refers to the process by which the molten metal is delivered into the mold. It involves its flow through the gating system and into the main cavity (casting itself).Goal: Metal must flow into all regions of the mold, particularly the casting's main cavity, before solidifying.
Factors Of Pouring:
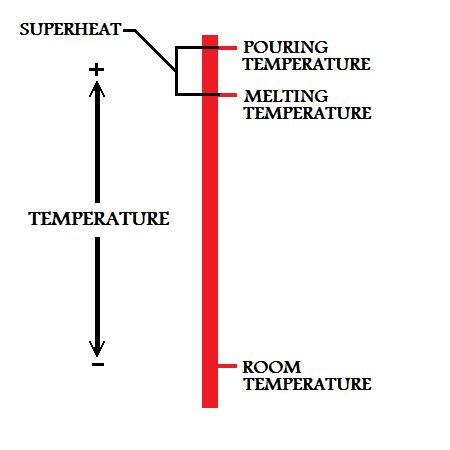
Pouring Temperature:
Pouring temperature refers to the initial temperature of the molten metal used for the casting as it is poured into the mold. This temperature will obviously be higher than the solidification temperature of the metal. The difference between the solidification temperature and the pouring temperature of the metal is called the superheat. Figure:8
|
Pouring Rate:
Volumetric rate in which the liquid metal is introduced into the mold. Pouring rate needs to be carefully controlled during the metal casting operation, since it has certain effects on the manufacture of the part. If the pouring rate is too fast, then turbulence can result. If it is too slow, the metal may begin to solidify before filling the mold.Turbulence:
Turbulence is inconsistent and irregular variations in the speed and direction of flow throughout the liquid metal as it travels though the casting. The random impacts caused by turbulence, amplified by the high density of liquid metal, can cause mold erosion. An undesirable effect in the manufacturing process of metal casting, mold erosion is the wearing away of the internal surface of the mold. It is particularly detrimental if it occurs in the main cavity, since this will change the shape of the casting itself. Turbulence is also bad because it can increase the formation of metal oxides which may become entrapped, creating porosity in the solid casting.Fluidity:
Pouring is a key element in the manufacturing process of metal casting and the main goal of pouring is to get metal to flow into all regions of the mold before solidifying. The properties of the melt in a casting process are very important. The ability of a particular casting melt to flow into a mold before freezing is crucial in the consideration of metal casting techniques. This ability is termed the liquid metals fluidity.Test for Fluidity:
In manufacturing practice, the relative fluidity of a certain metal casting melt can be quantified by the use of a spiral mold. The geometry of the spiral mold acts to limit the flow of liquid metal through the length of its spiral cavity. The more fluidity possessed by the molten metal, the farther into the spiral it will be able to flow before hardening. The maximum point the metal reaches upon the casting's solidification may be indexed as that melts relative fluidity. Figure:9
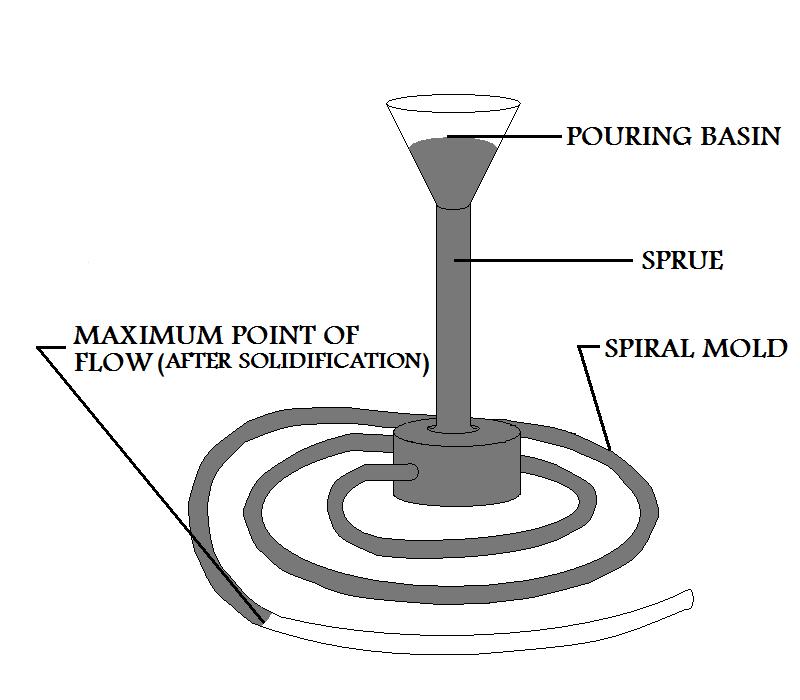 Spiral Mold Test
Spiral Mold Test
|
How To Increase Fluidity In Metal Casting:
-Increase the superheat: If a melt is at a higher temperature relative to its freezing point, it will remain in the liquid state longer throughout the metal casting operation, and hence its fluidity will increase. However, there are disadvantages to manufacturing a metal casting with an increased superheat. It will increase the melts likelihood to saturate gases, and the formation of oxides. It will also increase the molten metals ability to penetrate into the surface of the mold material.
-Choose an eutectic alloy, or pure metal: When selecting a manufacturing material, consider that metals that freeze at a constant temperature have a higher fluidity. Since most alloys freeze over a temperature range, they will develop solid portions that will interfere with the flow of the still liquid portions, as the freezing of the metal casting occurs.
-Choose a metal with a higher heat of fusion: Heat of fusion is the amount of energy involved in the liquid-solid phase change. With a higher heat of fusion, the solidification of the metal casting will take longer and fluidity will be increased.
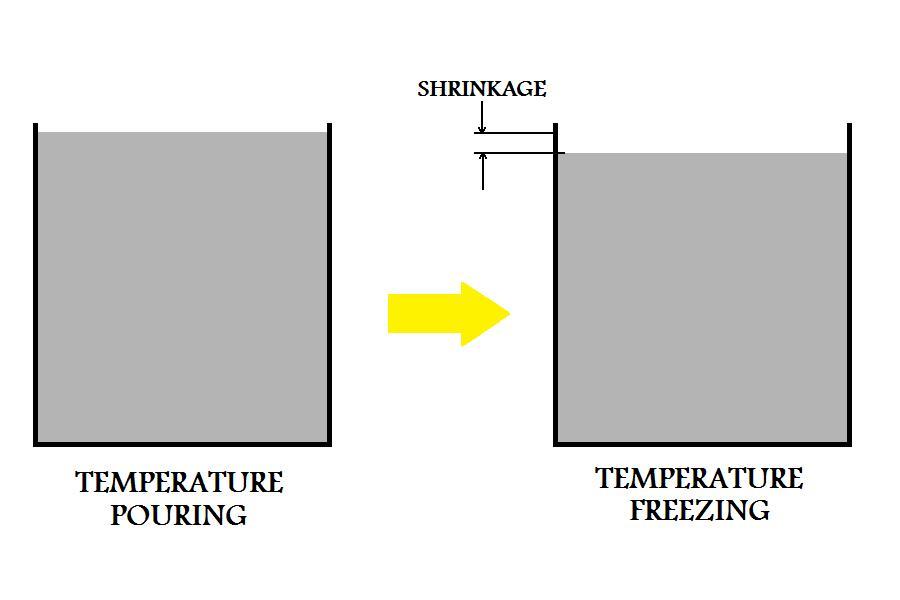
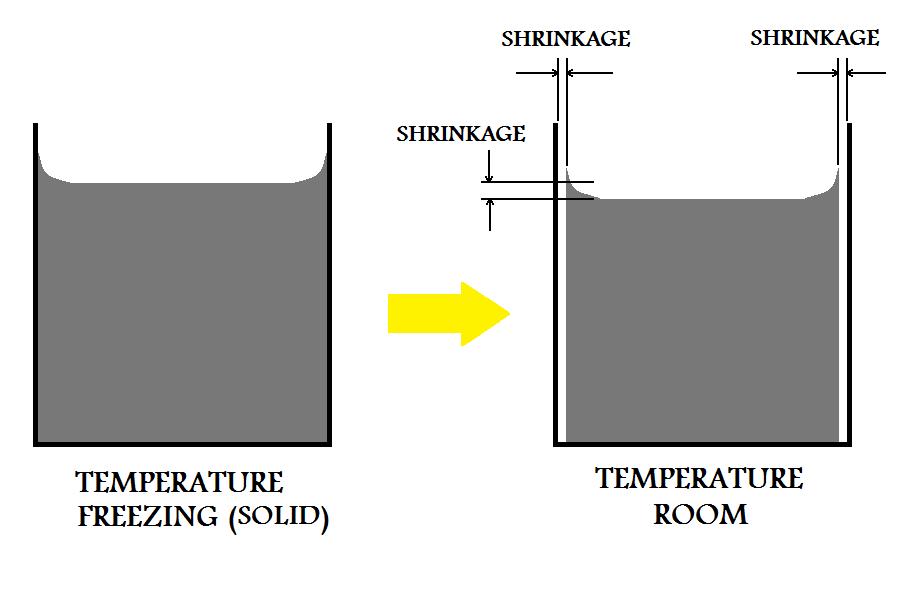
Shrinkage:
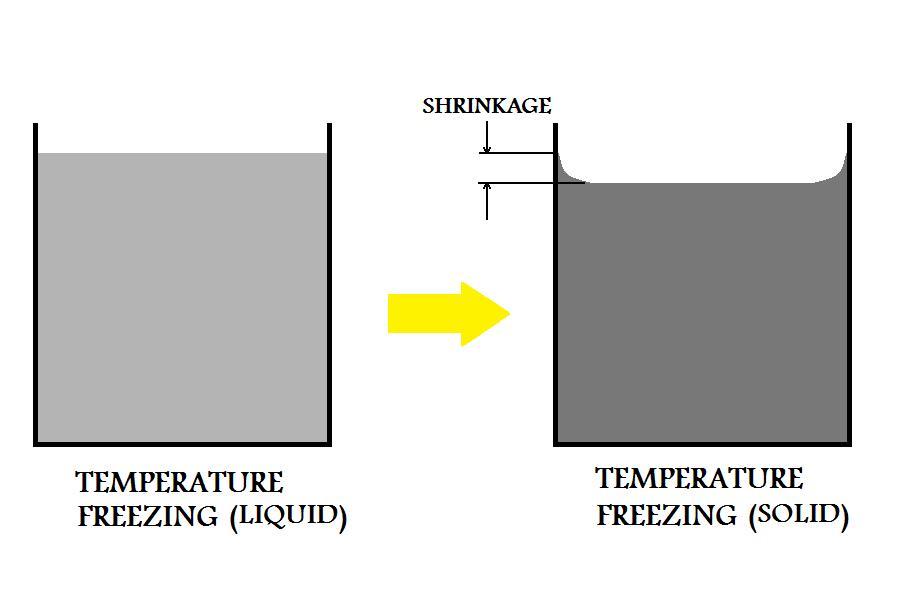
Most materials are less dense in their liquid state than in their solid state, and more dense at lower temperatures in general. Due to this nature, a metal casting undergoing solidification will tend to decrease in volume. During the manufacture of a part by casting this decrease in volume is termed shrinkage. Shrinkage of the casting metal occurs in three stages: 1. Decreased volume of the liquid as it goes from the pouring temperature to the freezing temperature. Figure:10
|
Figure:11
|
Figure:12
|
Risers:
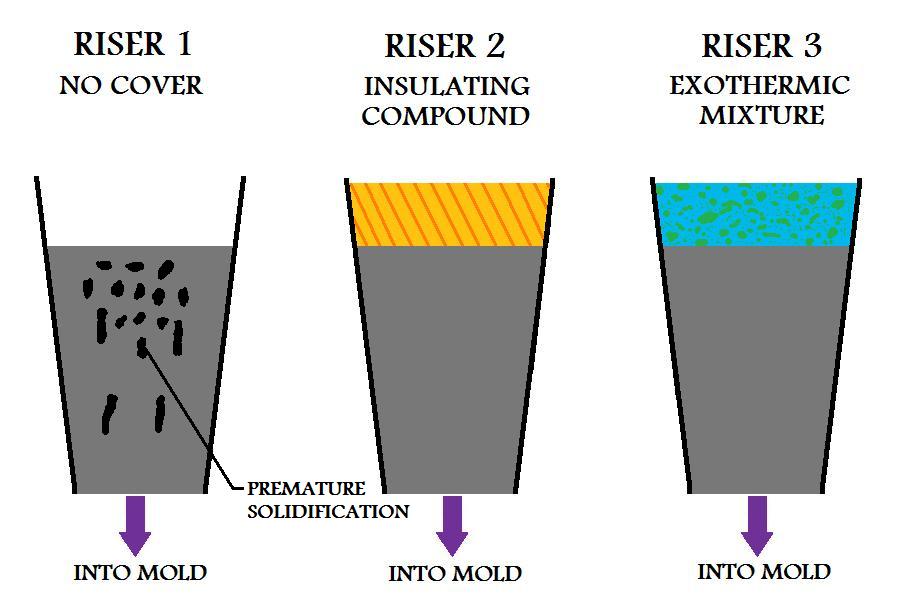
When designing a setup for manufacturing a part by metal casting, risers are almost always employed. As the metal casting begins to experience shrinkage, the mold will need additional material to compensate for the decrease in volume. This can be accomplished by the employment of risers. Risers are an important component in the casting's gating system. Risers, (sometimes called feeders), serve to contain additional molten metal. During the metal's solidification process, these reservoirs feed extra material into the casting as shrinkage is occurring. Thus, supplying it with an adequate amount of liquid metal. A successful riser will remain molten until after the metal casting solidifies. In order to reduce premature solidification of sections within the riser, in many manufacturing operations, the tops of open risers may be covered with an insulating compound, (such as a refractory ceramic), or an exothermic mixture. Figure:13
|
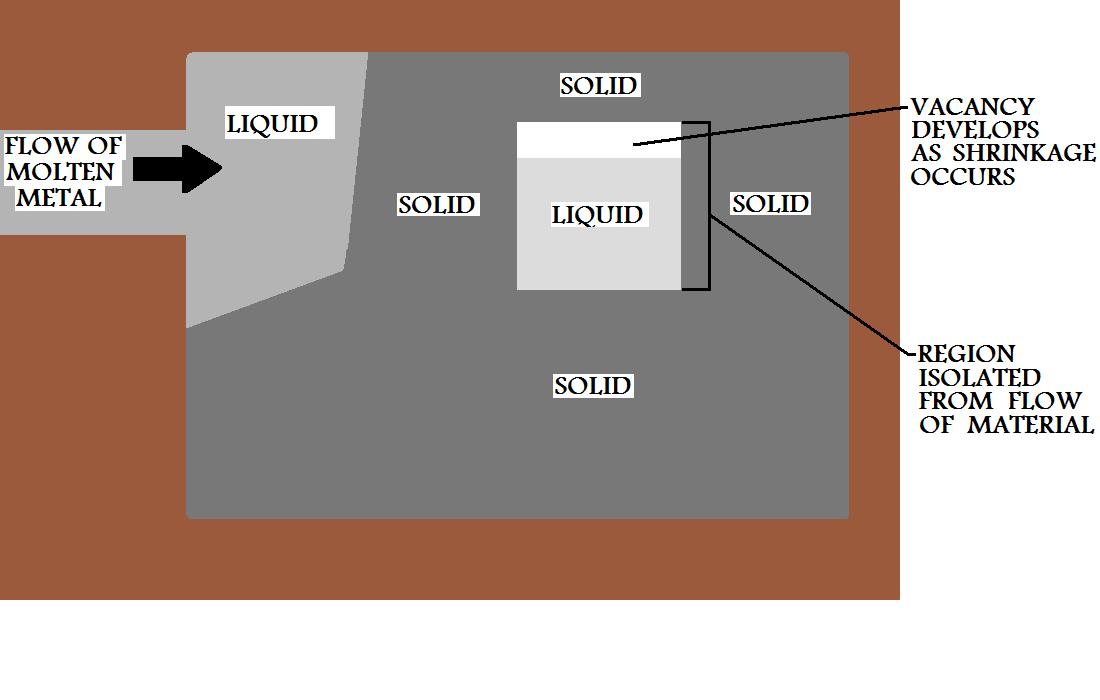
Porosity:
One of the biggest problems caused by shrinkage, during the manufacture of a cast part, is porosity. It happens at different sites within the material, when liquid metal can not reach sections of the metal casting where solidification is occurring. As the isolated liquid metal shrinks, a porous or vacant region develops.
Figure:14
|
Development of these regions can be prevented during the manufacturing operation, by strategically planning the flow of the liquid metal into the casting through good mold design, and by the employment of directional solidification. These techniques will be covered in detail in the gating system and mold design section. Note that gases trapped within the molten metal can also be a cause of porosity. The effects of gases while manufacturing parts by metal casting will be discussed in the gases section. Although proper metal casting methods can help mitigate the effects of shrinkage, some shrinkage, (like that which occurs in the cooling of the work metal from the top of the solid state to room temperature), can not be avoided. Therefore, the impression from which the metal casting is made is calculated oversized to the actual part, and the thermal expansion properties of the material used to manufacture the part will be necessary to include in the calculation.