METAL CASTING
PROCESSES
Metal Casting Principles
Metal Casting
Metal Casting Operation
Effect Of Gases On Metal Casting
Metal Casting Design
Expendable Mold Casting
Sand Casting
Plaster Mold Casting
Ceramic Mold Casting
Shell Mold Casting
Vacuum Casting or V-process
Expanded Polystyrene Casting
Investment Casting
Permanent Mold Casting
Basic Permanent Mold Casting
Slush Casting
Pressure Casting
Vacuum Permanent Mold Casting
Die Casting
Hot Die Casting
Cold Die Casting
True Centrifugal Casting
Semicentrifugal Casting
Centrifuge Casting
Continuous Casting
MANUFACTURING
PROCESSES
Metal Forming
Metal Rolling
Metal Forging
Metal Extrusion
Metal Drawing
Sheet Metal
Powder Processes
Ingot Manufacture
Manufacturing by its nature involves the conversion of raw material to useful structures of certain geometry. There are many types of raw materials and they come in many forms. All materials in their most basic state are in some way obtained from the Earth. Most metals are not simply found in the state that we use them in everyday life. Rather they must be processed to create the desired material. The manufacture of most metals into a raw useful material state is a well developed process. Typically the final result is a quantity of molten metal with the desired material consistency. The molten metal is usually either poured into large molds of basic shape, ingots, or fed into a continuous casting system. Continuous casting manufacture has the advantage of a higher rate of production, also raw metal produced can be cut into different desired lengths. A continuous casting operation can increase industrial efficiency by being fed directly into a rolling operation. Ingot casting manufacture is a more time consuming process since it requires large molds to sit and solidify. Ingot manufacture, however, can produce very large raw form castings, and requires much less manufacturing complication than continuous casting.
Ingots are commonly round, square, or rectangular in shape. Each ingot constitutes a certain amount of metal. Numbers of ingots of know mass may be used to quantify material requirements. Often ingots may be transported over distances to move to the next manufacturing plant. Ingots vary in size from a few hundred pounds to 355 tons. Enormous ingots are produced for the unique manufacture of especially massive parts, such as turbine rotors. A casting melt in steel making industry typically weighs around 300 tons. While not that commonly produced an ingot weighing 300 tons would take an entire casting melt. Many ingots are usually poured with each melt. Normally ingots poured are under 40 tons. Some ingot are remelted for particular casting operations, but most are subject to subsequent metal forming manufacture.
A large consideration in the process of ingot manufacture is in the solidification of the part. Ingots usually take many hours to harden, the larger the ingot's mass the longer the solidification time. The outside surface of an ingot mold may be corrugated in order to speed heat loss and cooling rate. The ingot solidifies from the outside progressing towards the center and thus the ingot's grain structure develops as columnar and pointing in the direction of solidification. This grain structure development is typical of cast materials. Due to long hardening times ingots tend to also develop grains that are large in size. The corners of the ingot's mold are rounded in order to avoid planes of weakness corners may cause particularly with regard to the columnar grain structure of castings. Shrinkage and gases liberated from the operation will cause a cast ingot to contain porosity and vacancies both large and small within the material. Large piping defect is cut from the casting, but most porosity in an ingot is acceptable, since it will be removed through further processing.
The majority of ingots are hot rolled as the next step after being cast. Hot rolling will break up the large columnar cast grain structure and reform a smaller more uniform wrought grain structure. As hot rolling breaks down the grain boundaries it pushes material, closing up and eliminating vacancies and porosity. Hot rolling further improves the quality of the ingot's material by also breaking up solid inclusions and distributing their material throughout the mass of the part.
Different molds may be used to produce ingots. The huge size of the mass of material that is solidifying makes vacancy due to shrinkage a particular problem in this process. Some molds may contain risers on the top or even gating systems to compensate for shrinkage. A very common ingot mold type used in manufacturing industry, particularly in steel making is the big end down mold. This simple mold does not contain any risers or gating system, and can be quite large. The big end down mold is square, round, or rectangular, usually made of high carbon iron, tapered from top to bottom, and sits on a base. The ingot is poured and allowed to harden. Once the casting is solid the taper allows for the mold to be lifted from the base where the ingot remains.
Figure:114 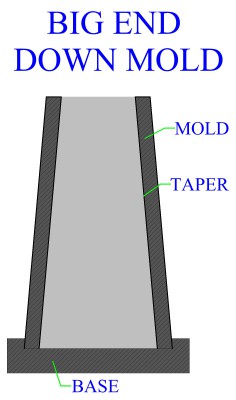
|
Figure:115 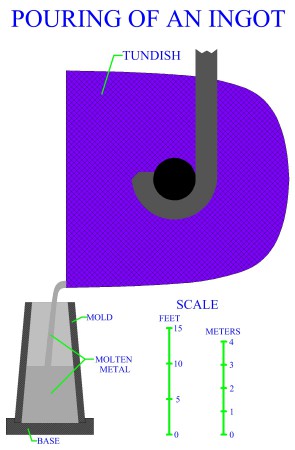
|
Figure:116 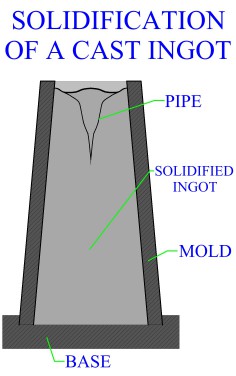
|
Figure:117 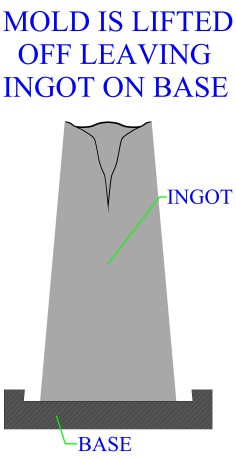
|
Steel Production
Steel is a fundamental and necessary part of our world. Steel comprises much of our physical civilization. The production of steel is of great importance and methods of steelmaking have been studied and refined over time. Both demand for and production of steel have also increased over time. Currently hundreds of millions of tons of steel are produced in the world each year.
Steel ingots are of three basic types rimmed, semi-killed, and killed. Gases, particularly oxygen, trapped in the molten metal are released as the material hardens. This is facilitated by an extreme decrease in the materials solubility limit as its temperature decreases. Oxygen combines with carbon and forms carbon monoxide. Gases may not escape the melt and form spherical vacancies within the material that remain upon solidification of the steel ingot. In order to deoxidize the steel before it starts to solidify, different elements such as silicon, vanadium, manganese, and aluminum are added to the molten metal. These elements will react readily with oxygen, forming metallic oxides. Metallic oxides float in the melt and can be removed with the slag. The three basic types of steel ingots produced in industry today, represent three different degrees to which the steel melt is deoxidized.
Rimmed steel, usually low carbon steel, is deoxidized to the least degree. In rimmed steel gases released during the process form spherical blow holes within the material, particularly along the outer rim. Impurities will tend to segregate more towards the center of the casting. Material flaws in rimmed steel due to impurities can be an issue. The goal when producing rimmed steel is an ingot with a sound outer skin. Blow holes within the metal may be closed up in latter forming processes. They are acceptable as long as they do not break through the outer skin, becoming exposed to the atmosphere. Rimmed steel has little piping if any, since the space taken by the gas pockets negates the space taken by shrinkage due to solidification.
Semi-killed steel is partially deoxidized by the addition of oxygen combining elements. Since semi killed steel is not completely oxidized, gases still form in the melt and create blowholes. Gas porosity is much less than rimmed steel and is usually more prevalent in the upper portion of the ingot. A semi killed steel ingot may have a little bit of piping. The semi-killed manufacturing process is an economical method of creating steel ingots.
Killed steel is produced by the full oxidation of the metal melt. Enough oxygen combining elements are added to the melt that the formation of metal oxides eats up all of the oxygen preventing the development of gas. Metallic oxides can form solid inclusions or combine with the slag, and can be scooped out with or along side it. The molten steel will sit quietly when the ingot is poured, hence the name killed. Killed steel has excellent chemical and mechanical properties that are uniform throughout the material. This high quality steel is free of porosity and blow holes. A killed steel ingot does not compensate for shrinkage through porosity and hence will develop a large pipe. The pipe of a killed steel ingot is usually cut off for scrap.
Figure:118 
|
Advanced Refining Techniques
In modern manufacturing industry their is a large demand for higher quality metals. Parts that serve critical applications should be assured not to fail due to flaws in material. Service life of most parts subject to stresses can be increased with the use of better grade metal. Different additives and secondary refining of molten metal is used in industrial processes to manufacture purer metal. The purer the metal, the higher will be its quality. Cleaner metals have better mechanical properties that will be consistent throughout the part. Melting and processing in a vacuum, controlled atmospheres, and inert gas are all used in various advanced refining techniques to produce superior melts.