| Manufacturing Home
SHEET METAL
FABRICATION
Sheet Metal Manufacturing
Sheet Metal Cutting
Sheet Metal Bending
Deep Drawing Sheet Metal
Sheet Metal Ironing
Rubberforming Sheet Metal
High Energy Rate
Forming Of Sheet Metal
MANUFACTURING
PROCESSES
Metal Casting
Metal Forming
Metal Rolling
Metal Forging
Metal Extrusion
Metal Drawing
Powder Processes
|
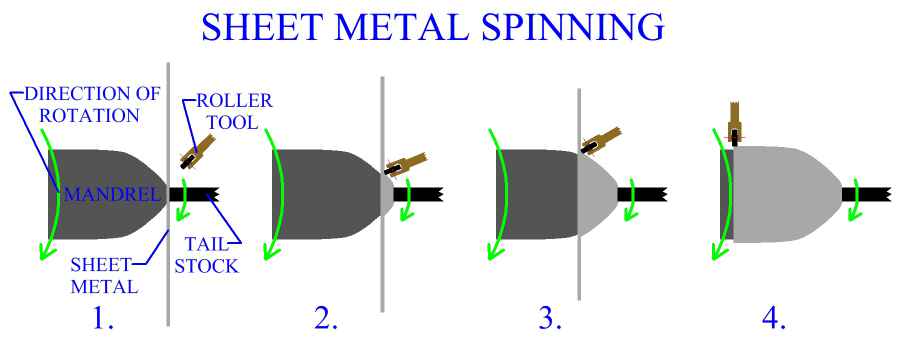
Metal Spinning
Metal spinning, also called conventional spinning or just spinning,
is the forming of an axis-symmetric part
over a rotating mandrel. Force is delivered by a tool with a rounded end or a roller.
A flat, or possibly preformed, work piece is held between a mandrel and tail stock.
As the apparatus rotates, the tool applies localized pressure to the work while it
gradually moves up the mandrel. This causes the sheet metal work to be wrapped
over the mandrel, thus taking its shape. Metal spinning is commonly performed cold, but
in some cases parts may be subject to warm or hot spinning. Spinning is capable of
producing large parts with diameters as high as 20 feet.
The tooling in a metal spinning operation is generally made from tool steel. The mandrel
in some cases may be made of wood. Containers with bottle or tapered necks
can be manufactured on collapsible mandrels, that are disassembled and removed from
the formed parts. Set up costs for metal spinning are usually low. Conducting a spinning
operation is relatively expensive on a per unit basis. Deep drawing is usually the main
alternative manufacturing method to metal spinning, for producing parts. In contrast, deep drawing
often requires a high initial investment for set up, while the cost of production per part
is low. For these reasons, deep drawing is more useful for mass production of
parts. Spinning is employed for small numbers of parts, unique, curved, or varied
parts and large parts. Operator skill is important in metal spinning. CNC machinery is now
replacing the operator in many cases. CNC spinning gives a high quality consistent
product.
|
PRIVACY POLICY
|