Figure:334
|
| Manufacturing Home
POWDER PROCESSES Powder Metallurgy Pressing And Sintering Process Design For Powder Metallurgy MANUFACTURING PROCESSES Metal Casting Metal Forming Metal Rolling Metal Forging Metal Extrusion Metal Drawing Sheet Metal |
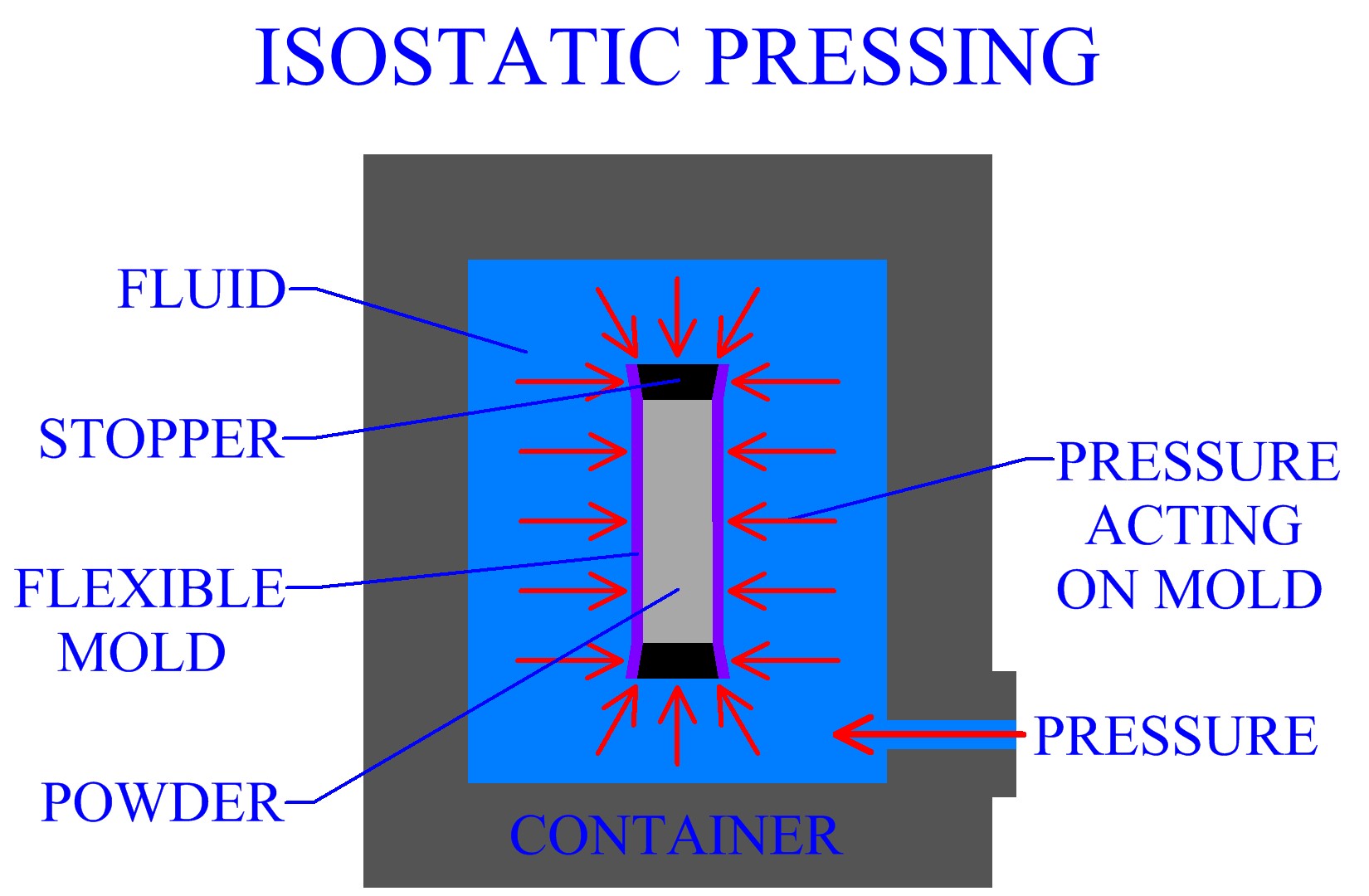
Alternative ProcessesThe preceding section discussed the conventional process of pressing and sintering, used to create solid parts of desired geometry from raw metal powder. There are several alternative methods to form parts from powder stock. Many of these manufacturing processes have comparable qualities in their technique to conventional powder processing. Similarities in processing will rely on similar reactions and mechanisms within the material. Although some factors are the same, alternative powder processes will have differences in their methods. Differences in the manufacturing process will affect the size, geometry and complexity of the part that can be produced. Certain special powder processes may be well suited for a particular type of part. Mechanical properties of the product's material will also be dependent upon the type of alternative power metallurgy process used. Isostatic PressingIsostatic pressing is a powder processing technique characteristic in the use of fluid pressure in order to compact the part. Metal powders are placed in a flexible container. This sealed container is the mold for the part. Fluid pressure is exerted over the entire outside surface of the container, causing the container to press and form the powder into the correct geometry. Most processes exert forces on the powder through an axis. Isostatic pressing is special in its use of all around pressure. The all around pressure exerted by the fluid during isostatic pressing manufacture, provides uniform compaction of the powder and uniform density within the compacted part. Density variation within the compact is a major concern of conventional processing, particularly with certain parts. Isostatic pressing is commonly used over conventional metallurgical techniques to produce parts that are larger, have high thickness to diameter ratios, or for superior material properties. Isostatic pressing tends to have long cycle times and is best utilized for short production runs. This manufacturing process consists of two main categories, cold isostatic pressing and hot isostatic pressing. |
|
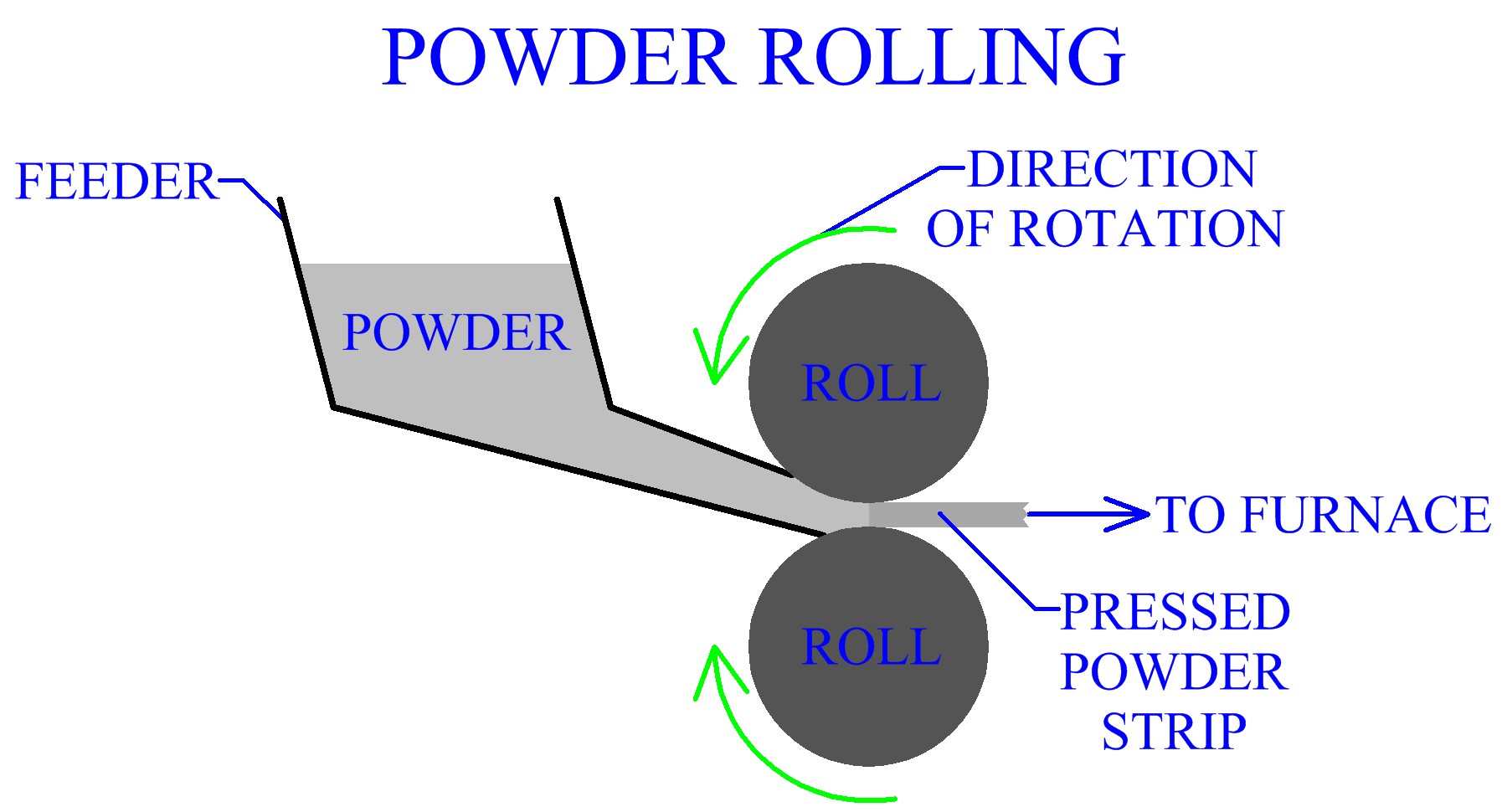
Cold Isostatic PressingCold isostatic pressing, (CIP), is performed at room temperature and uses a mold made from an elastomer material such as urethane, rubber, or polyvinyl chloride. The fluid in cold isostatic pressing is usually oil or water. Fluid pressure during the operation is typically from 60,000 lbs/in2 (400 MPa), to 150,000 lbs/in2 (1000 MPa). A disadvantage to this manufacturing process is a low geometric accuracy because of the flexible mold. First the powder is compacted to a very uniform density by cold isostatic pressing. Then the green compact is usually sintered conventionally, to produce the desired part. Hot Isostatic PressingHot isostatic pressing, (HIP), is preformed at an elevated temperature. The mold material in hot isostatic pressing is usually sheet metal. Sheet metal material must have a high enough melting point to maintain its integrity throughout the operation. In some special cases a ceramic mold is employed. The fluid used to pressurize the mold and form the part is usually an inert gas such as argon, a glass like fluid is also sometimes used. A common pressure and temperature for this manufacturing process is 15,000 lb/in2, (100 MPa), at 2000F (1100C). Simultaneous application of all around pressure and temperature presses and sinters the part in one step. Hot isostatic pressing causes an elimination of practically all porosity, producing work material that is essentially 100% true material density. In addition to the elimination of porosity, the conditions of this powder process also provide very complete bonding throughout the structure of the material. A solid uniform grain structure is established. For these reasons, hot isostatic pressing produces work with superior mechanical properties. A component manufactured from a typical material by HIP will produce a much stronger part than the same component and material manufactured by conventional powder metallurgy, or casting. Casting and forging together can produce work with excellent mechanical properties. However, not all materials are well suited for casting and forging. Hot isostatic pressing is a valuable process in that it is a powder process that is capable of creating parts having mechanical properties comparable to parts manufactured by the combination processes of casting and forging. The HIP process can also be used as a secondary operation to eliminate porosity and improve the mechanical properties of parts already manufactured by other methods. Hot isostatic pressing is an expensive manufacturing technique with a high cycle time, useful for small production runs of special parts. Components for use in the aerospace industry are often manufactured by hot isostatic pressing. Metal Injection MoldingMetal injection molding is a manufacturing process that can be used to form complex solid parts from powders. The advantage in the utilization of this particular process is the ability to produce intricate geometries and thin walls. However, the size of the work is usually limited to small parts. Although the name of the process is metal injection molding non metals may be contained in the mix. Powders are first mixed with a special binder. This binder is often a polymer, but wax based, or inorganic materials may also be used. Binder material coats the surface of the powder particles. The mix is then heated and injected into a die cavity. This injection process is similar to die casting, where molten metal is forced to flow into a mold. The mixture in metal injection molding likewise flows into the mold. Flow characteristics are created because of the large quantity of heated polymer binder, (or other material), acting in the powder mix. The work is taken from the mold and then is subjected to a process by which the binder is removed. Processes of binder removal are of two main groups, solvent to dissolve the binder, or low temperature heating, to burn it off. Once the binder is removed the part is sintered. A large amount of shrinkage will occur in the part during sintering, when using the metal injection molding technique. Roll CompactionRoll compaction, or powder rolling, is a process that can manufacture continuous lengths of metal strip, or sheet, from powders. Powder stock is fed into the gap between two rotating rolls. This is usually performed cold. The powder is compacted into a sheet and pushed forward. It then travels into a furnace where it is sintered. After which, the sheet is often rolled again and sintered for a second time. Further processing of the work is dependent on the desired material properties and use. |
|
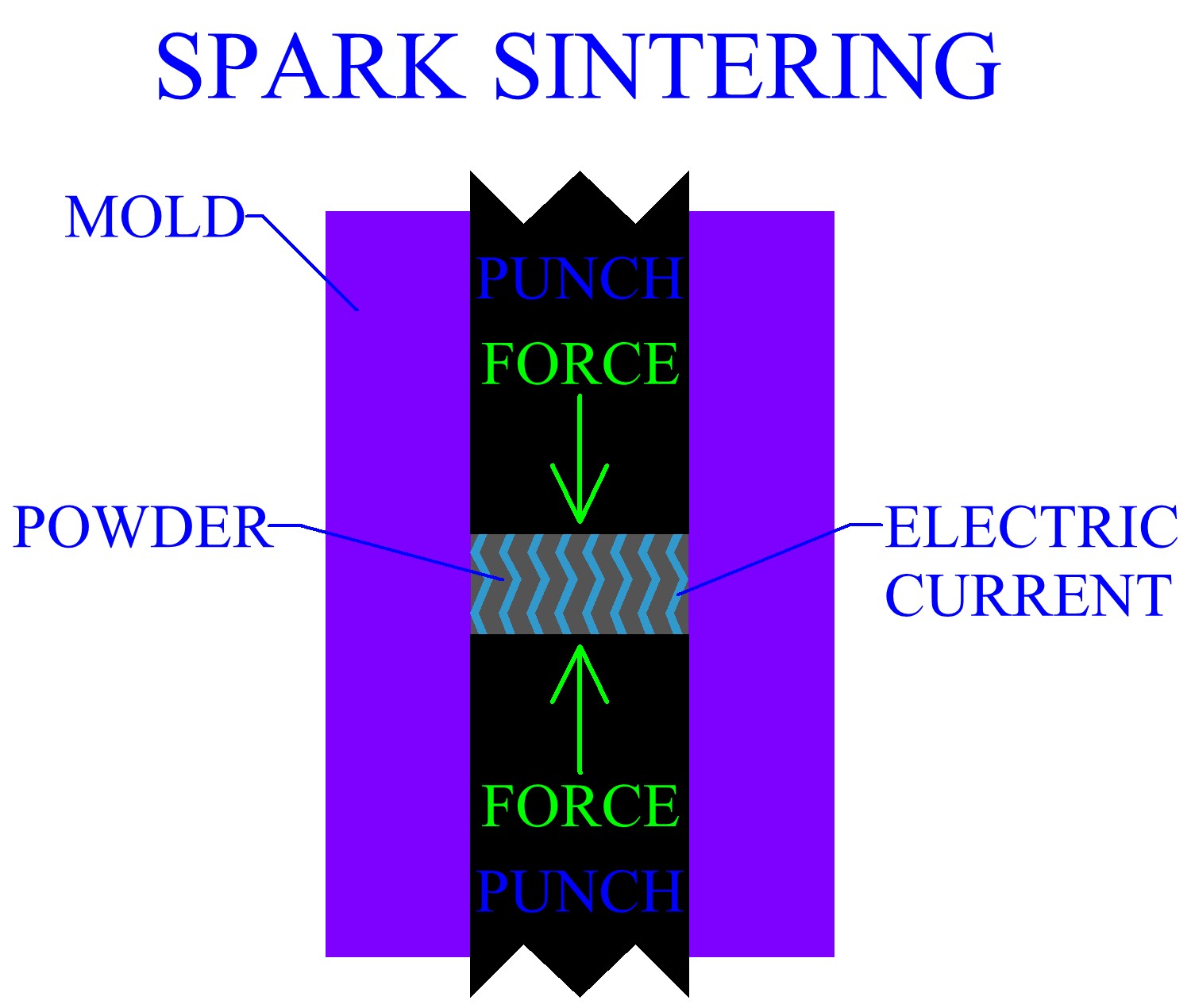
Powder ExtrusionPowder extrusion is an alternative powder metallurgy process used to manufacture parts with high length to diameter ratios. In this manufacturing process, powders are placed in a container of thin sheet metal. This is evacuated and sealed, producing a vacuum inside. The container containing the powder is then extruded. Loose SinteringLoose sintering, also known as pressureless compaction, is a manufacturing method of forming a part from powders, without compacting the powders in any way. Powder is poured into the die cavity and sintered in the mold. Sintering times tend to be longer with this method. Parts produced by pressureless compaction are extremely porous. This powder process is used to manufacture items such as metal filters. Spark SinteringSpark sintering is a unique powder process that uses both electrical and mechanical energy to form the part. A high power electric current travels through the compact, simultaneously the work is compressed. This is possible because the punch are also electrodes. The entire part can be pressed and sintered in seconds. This current burns away surface films from powder particles and heats the work. Unlike hot pressing, the heat is generated from within the work rather than traveling from outside. |
|
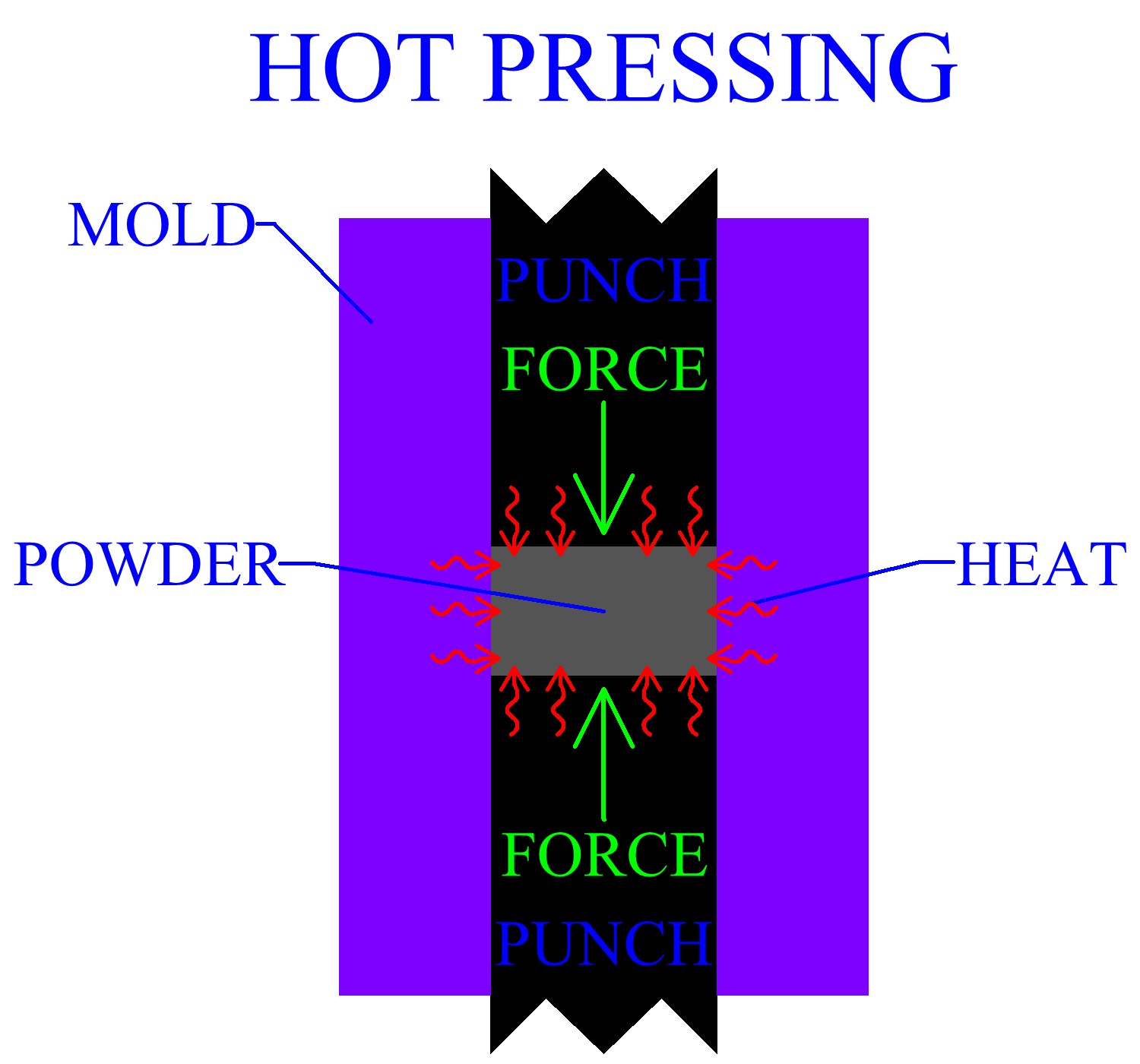
Hot PressingHot pressing involves pressing and sintering a powder part in a single step. The force of the die compacts the powder, at the same time heat is being applied to the work. Good mechanical properties and dimensional accuracy can be achieved with this manufacturing process. A controlled atmosphere should be maintained for hot pressing. Mold materials must be capable of holding integrity under the conditions of extreme temperature and pressure that this process requires. The magnitude of heat and pressure varies and is particularly dependent on powder material. When hot pressing most powders, the mold is made from super alloys. Processing refractory metals will require mold materials with more thermal resistance. Graphite molds may be used for hot pressing such metals. |
|