Figure:328
|
| Manufacturing Home
POWDER PROCESSES Powder Metallurgy Alternative Powder Processes Process Design For Powder Metallurgy MANUFACTURING PROCESSES Metal Casting Metal Forming Metal Rolling Metal Forging Metal Extrusion Metal Drawing Sheet Metal |
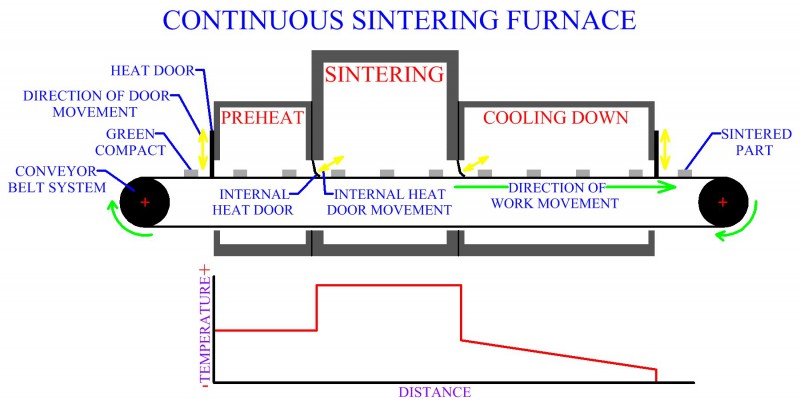
Pressing And SinteringPressing and sintering are the mechanisms used to form solid parts from powders. Pressing occurs first, then sintering. Before pressing, the powder is fully prepared as explained in the powder metallurgy section. In addition to the powder constituents, binders, deflocculates and lubricants may also be present in the mixture. Powder pressing, and hence powder forming in general, is best suited to flat parts with 2 dimensional geometry and little thickness. The main problems as part complexity and thickness increase, are higher variations in density due to uneven compaction of powder particles and limitations caused by the need for ejection of the pressed compact. Processing methods are used to mitigate these problems. Process design, the different levels of part complexity and the ultimate capabilities of powder manufacturing are discussed latter, in process design for powder metallurgy. This section covers the conventional powder pressing and sintering technique. Alternative methods of powder manufacturing are discussed in the next section. Powder PressingPowder pressing is the compaction of powders into a geometric form. Pressing is usually performed at room temperature. This creates a solid part called a green compact. The strength of this pressed, unsintered part, (green strength), is dependent on compactability, binders may be used to increase compactability. Typically a green compact can be broken apart by hand but is also strong enough to be handled, gently. The geometry of the green compact is similar to that of the final part, however, shrinkage will occur during the sintering phase of the manufacturing process and must be calculated in. Amount of powder needed will be based on the bulk density of the powder and the amount of material in the final part. Bulk density is discussed in the previous section, it is the density of the loose powder by itself. Bulk density is important when measuring powder quantities. The effects of additives such as lubricants must always be calculated. For example, a green compact has a certain amount of lubricants and binders in it that add extra material. During sintering, these lubricants and binders are burned off. Their material is no longer in the part after sintering and this must be a consideration. To begin the manufacturing process, a certain amount of powder is filled into a die. Rate of die filling is based largely on the flowability of the powder. Powders that flow readily can be poured at higher rates. Pouring can be an automated process. Once the die is filled, a punch moves towards the powder. The punch applies pressure to the powder, compacting it to the correct geometry. A simple illustration of the pressing process is shown in figure 328. |
|
|
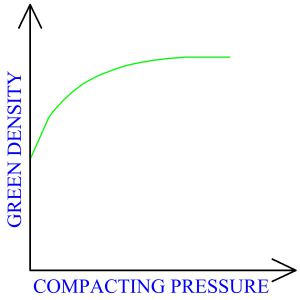
Punch and die surfaces are very important in powder manufacture. Some clearance between the punch and die must exist in order for the punch to move within the die. Powder particles can become stuck within this clearance, causing problems with the proper movement of machinery. In order to prevent powder particles from becoming lodged within this gap, clearance is designed to be extremely low. Clearance values between punch and die, used for powder pressing, are typically less than .001 inch. Most punch and die are made from hardened tool steels, the surfaces of which are ground then polished, or lapped, in the direction of tool movement. Punches and die for more extreme powder processing operations may be made from tungsten carbide. Amount of force necessary for a pressing operation is to a large degree based on material. For example, pressing aluminum powder generally requires lower force, while pressing iron powder requires relatively higher force. Pressing force also depends upon powder characteristics, additives and desired density of the green compact. Friction force will oppose movement of particles during pressing, therefore lubrication can reduce the required pressing force and also cause a more uniform distribution of particles during pressing. Lubrication should be applied in the correct quantities. Excessive lubrication will not all remain on particle surfaces, but will also collect in the interparticle spaces, (open pores), and prevent the proper compaction of powder. Pressing force is a function of pressure over the area of the part perpendicular to the direction of pressing. Usually the press is vertical, in this case the horizontal plane of the part would be considered. Force for industrial powder manufacture typically varies between 10,000 lbs/in2, (70 MPa), and 120,000 lbs/in2, (800 MPa). Parts for this type of manufacture are mostly small, (under 5 lbs), and press requirements are typically under 100 tons. Mechanical presses with capacities on the magnitude of a few hundred tons are usually adequate for most powder processing operations. Hydraulic presses with capacities of several thousand tons are sometimes used for work requiring more force. Double action presses, with opposing top and bottom punches, are commonly used, but for more complex parts multiple action presses may be employed. Punch speed must be regulated. Faster compaction of the work can result in higher productivity, however if the punch speed is too high, air may become trapped in the pores and prevent the part from compacting correctly. Mechanics Of PressingCompaction of a part is dependent upon the actions of the powder particles during pressing. When a powder is first filled into a die it is at its bulk density or the density of loose powder. As the compression of the powder occurs its volume decreases and its density increases, until it reaches the final volume and density of the green compact, (green density). The fully pressed part will still contain porosity and the green density will be lower than the true density of the material. Interparticle pores and particle surfaces are an important consideration in the pressing of powders. Surface films on the powder particles should be avoided. These materials such as oxides can be rubbed off during pressing and occupy interparticular vacancies, preventing proper compaction of the part. In the first stage of powder pressing density is increased by a rearranging of the individual powder particles. Spaces, bridges and gaps are eliminated, and density increases due to a more efficient packing of the particles. This initial stage provides relatively lower resistance and the density of the powder rapidly increases with applied pressure. Contact points between powder particles become established. As compression continues, increasing forces act between these contact points. Cold pressure welding occurs at contact points between particles. Cold pressure welding is a type of bonding that happens during powder pressing, it helps give the green compact structural integrity so that it may be processed further. The second stage has no definite starting point but is characterized by plastic deformation of particles. Stress between powder particle contact points causes material deformation. Contact areas are increased, interlocking and plastic flow of particles occurs, volume decreases and density continues to rise. Material movement is increasingly opposed by friction and the work hardening of the metal powder. Unlike the first stage, the rate the density is increasing will decrease as pressure continues to rise. Density will continue to increase until the maximum density of the pressed powder, or the green density, is reached. Although greatly reduced, interlocking space still exists extensively in the green compact. Much of this space is still an interconnected network of pores, mainly open pores. The density of the compact relative to the applied pressure varies with different processing factors. A typical relationship between pressure and compact density is shown in figure 329. Note how the rate of density increase drops off between the initial repacking stage and the second plastic deformation stage. |
|
|
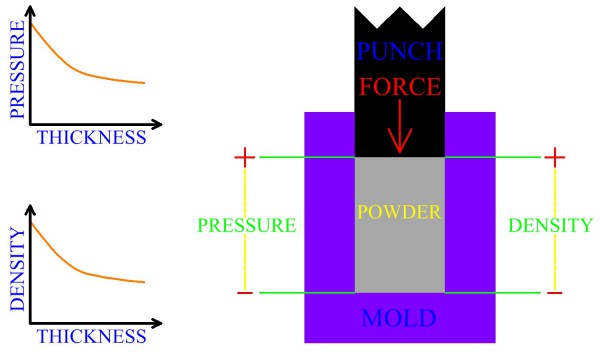
Ideally the density increase would occur uniformly throughout the compact. However, due mainly to friction and part geometry, variations in density can be a significant problem in powder manufacture. These problems increase with part complexity. Lubrication can help mitigate friction, providing a more even flow during compaction. Over lubricating should be avoided. Another method to create a more uniform density in the pressed compact is to use additional punches with separate movements. Multiple action pressing of powders is common industrial practice with more complex parts. The principle of the design of a powder pressing operation using one, two, or multiple actions, is based on the way that powders compress. Less pressure within the powder material will result in less compaction and lower density in that area. Pressure within the powder decreases with distance from the punch surface. For a single punch that would mean through the thickness of the part. |
|
|
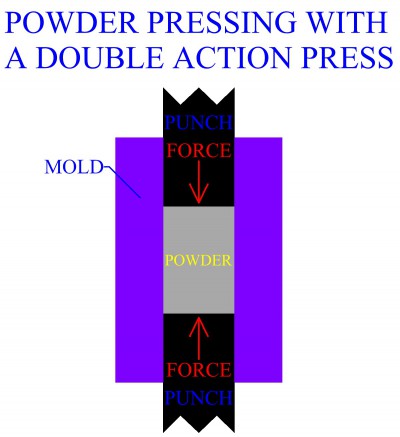
When manufacturing a thin part from a powder, (high diameter to thickness ratio), this may not present a problem. With thicker parts, significant density variations might occur relative to the distance from the punch. To mitigate this type of problem of density-pressure variation within a compacted powder, two opposing punches are usually employed. |
|
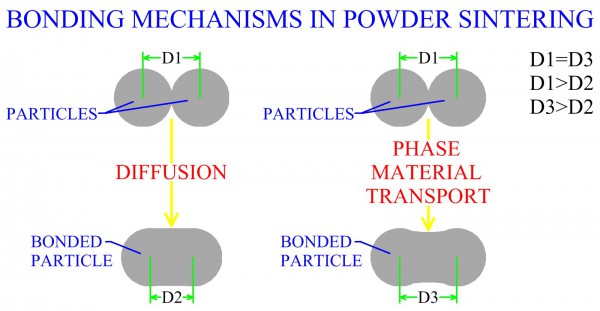
Powder SinteringPowder sintering involves raising the temperature of the green compact, (pressed powder part), to a certain level and keeping it at that temperature for a certain amount of time. The sintering temperature is usually between 70% and 90% of the melting point of the powder metal. This will cause bonding mechanisms to occur between powder particles pressed together in the compact. Bonding within the green compact is weak and this pressed unsintered part usually has just enough structural integrity to be handled. Bonding that occurs during sintering greatly strengthens the part. Sintering MechanismsDuring sintering, the individual particle structures disappear and the material forms as a mass. Conventional sintering will not eliminate all porosity in the part, however it does reduce the porosity further. In addition to being reduced in volume, sintering may also isolate areas of the interconnected open porosity in the green compact. These isolated areas become closed porosity, since they are cut off from the outside environment. Sintering is characteristic in the burning off of additives in the powder that were necessary for earlier processing stages. Elimination of constituents no longer needed such as lubricants, binders and deflocculates, is essential to maintain the purity of the material of the final product. In addition to increasing the strength and density of the part's material, sintering also increases ductility, thermal conductivity and electrical conductivity. Shrinkage will occur during sintering, but will be calculated for when manufacturing process factors are controlled. Mechanisms that cause bonding during sintering are varied and complex. The main mechanism by which bonding occurs is considered to be diffusion, mechanisms will vary based on manufacturing process factors and powder characteristics. Some other mechanisms that may occur along with diffusion are plastic flow, recrystallization, grain growth, liquid phase material transport and vapor phase material transport. Physical characteristics of different types of bonding may be different. Particle bonding by two different mechanisms is illustrated below. The diffusion bonding shrinks the distance between particles, reducing space. The phase material transport adds material, while keeping the particles the same distance apart. |
|
|
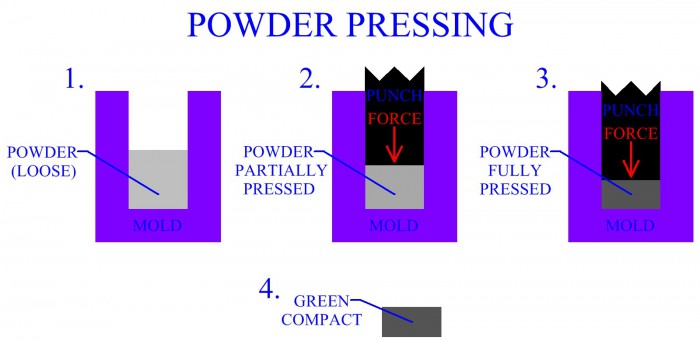
Bonding mechanisms during sintering are complicated and different, however the main driving force that enacts this particle bonding is considered to be a reduction of energy due to a reduced surface area. Powders with a greater surface area will have a higher driving force towards bonding and a lowering of this potential energy. Alloying of different metal powders also occurs during sintering. The sintering temperature must always be lower than the melting temperature of at least one of the powder constituents. In some cases, the sintering temperature is above the melting point of one of the materials but below the melting point of the other. This is called liquid phase sintering. Liquid phase sintering can eliminate porosity and produce parts with excellent material properties. Sintering ProcessPrimary variables defining a powder sintering operation are time, temperature and furnace atmosphere. Sintering temperature is typically .7 to .9 of the powder's melting point. Sintering time is dependent on manufacturing process factors and material. Tungsten, for example, is sintered for a relatively long time. Standard industrial powder sintering times for different processes and materials vary from 8 minutes to 10 hours. A controlled atmosphere is critical during powder sintering. The purpose of the atmosphere in sintering is to control carburization and decarburization, prevent oxidation and remove existing oxides, prevent unwanted chemical reactions and assist in the burning off of additives. Common atmospheres used for industrial powder processes are carbon monoxide, disassociated ammonia, hydrogen, partially combusted natural gas and inert gases such as argon or helium. Sometimes parts are also sintered in a vacuum. Vacuum sintering is mainly applicable to refractory metals and stainless steel. Sintering of a green compact occurs in three stages. First, the powder compact is subject to preheating. Preheating will raise the part to a relatively low temperature, providing the burning off of additives. Preheating will also start to strengthen bonds within the part, increasing its integrity for the next stage. In the second stage the temperature is raised to the sintering temperature and maintained for a specific duration necessary for the desired amount of bonding to occur. Temperature is lowered as the part is allowed to cool during the third stage. Keeping the work in the controlled furnace atmosphere during cool down is critical in preventing unwanted chemical reactions between the part and the environment. In industrial powder manufacture their are two types of furnaces, batch and continuous. In a batch furnace low quantities of parts are placed in the furnace, undergo the entire sintering process and are removed. Continuous furnaces provide flow through production and have three zones for the three stages of the manufacturing process, (preheat, sinter, and cool down). A moving belt carries a continuous supply of parts through the chambers. Heat doors can rapidly open and close to allow parts through, while keeping heat in. The belt travels at the exact speed to give parts the correct amount of time in each chamber. Consistent products and high productivity rates make continuous furnaces the most common choice for powder sintering. While batch operated furnaces have a lower productivity rate and are less often used, they do provide more control of the atmosphere and hence part purity. Vacuum atmospheres can generally only be provided by batch furnaces. |
|
Porosity, Impregnation, And InfiltrationPorosity is a characteristic trait of powder processed materials. In some cases the goal is to mitigate or eliminate porosity. In other cases a certain level of porosity is desired. As discussed, porosity exists within the green compact. Amount of porosity in the green compact can be controlled to some extent by the level of pressure used to press the compact. If the compact is not fully pressed, more porosity will occur than with complete compaction. In fact, in loose sintering the powder is not pressed at all, achieving very high porosity for special components such as metal filters. Measurement of porosity in a metal is usually quantified as the percentage of empty space in the material. Less than 10% is low porosity, 10%-20% is medium porosity and over 25% is considered a highly porous material. Porosity within the pressed green compact is mostly interconnected porosity, where the networks of pores are open to the outside environment. During sintering the volume of the porosity is reduced and many of the voids are isolated from the main pore networks and the outside environment. When pores become isolated within the material they are no longer considered open porosity, but closed porosity. Impregnation is the filling of the pores in a metal with a fluid. A common application of this is in the production of self lubricating components such as bearings and gears. In these cases, the powder processed part is usually soaked in hot oil. Parts are typically 10%-30% oil impregnated by volume. Sometimes a part will be impregnated with polymer resin to prevent other substances from entering the pores or to assist with further processing. Infiltration is the filling of a metal's pores with another metal of lower melting point than the base material. The infiltration metal is heated to a temperature above its melting point but below that of the porous metal part. Liquid metal is allowed to enter into the porous network and solidifies, filling the pores with solid metal. Infiltration can produce parts with special mechanical properties. Iron infiltrated with copper is a common example of this process in manufacturing industry. As mentioned, pores may become isolated during powder processing. The amount of interconnected, open, (not isolated), pores is a critical factor for impregnation and infiltration. Material can not enter pores cut off from the outside environment. Amount of open porosity can be measured by the amount of fluid necessary to saturate the part. Further Processing Of Powder Manufactured PartsWith powder metallurgy, as with most other major manufacturing processes, there is often a need for further processing of the product. Porosity of parts manufactured by powder methods is a special factor in secondary, or finishing, operations performed on such parts. The combination of powder metallurgy and forging is able to produce extremely high quality parts. A part is powder manufactured with about 15%-20% porosity, and then hot forged. Typically the forging is flashless. Hot forging eliminates porosity, increasing the density of the part. Hot forging of the powder processed part also creates a uniform wrought grain structure. Secondary processing of a powder manufactured part by forging greatly enhances the mechanical properties of the part. Since the powder forming produces the part to near net shape, the forging is often performed in one step. Other metal forming processes such as rolling and extrusion can also be employed as secondary operations on already pressed and sintered parts. These processes may also be performed cold or hot. Machining of parts produced by powder metallurgy is common in industrial manufacturing practice. Machining is not often used for bulk removal, but for fine detail. Certain particular part features, such as side holes, cannot be produced by powder processing. Features not created during the pressing and sintering of the part can be produced latter by machining. A common problem with the machining of powder processed parts is the unwanted impregnation of the part's porous structure by coolant and lubricating fluids used during machining. Techniques such as machining dry and infiltration, (or impregnation), of the work with other materials are employed to solve this problem. Sizing and coining are common finishing operations. Sizing is sometimes used on parts manufactured by powder processes in order to form the part to its final dimensions. Sizing involves only a small, but accurate, geometric change in the work. While sizing can be used to increase geometric accuracy, coining can be employed to improve surface finish and add details to parts created by powder processing. Heat treatment of powder processed products can be performed, provided the porosity of the work is calculated as a factor in the manufacturing process. Increased porosity will decrease the thermal conductivity of the metal part, causing it to heat and cool slower than otherwise. Surface processes such as painting or electroplated are also used in the finishing of powder processed products. As with other secondary and finishing processes, the porosity of the work must be considered. Materials for surface coatings should not be absorbed into the porous structure of the work. Infiltration and impregnation of porous parts is commonly employed to allow for surface treatments. |